Productos


Sistema de prueba de corriente de Foucault en línea para tubería soldada recta de acero inoxidable ECN1002 / EFN1002
Cinco ventajas de los productos
- Este método de soldadura se utiliza principalmente para tubos de acero inoxidable y aleaciones de titanio con soldadura longitudinal. La velocidad general de soldadura es baja (0.52-10m / min).
- El detector de fallas de corriente parásita de velocidad ultrabaja realmente resuelve el problema de la detección en línea de baja velocidad de la soldadura por arco de argón / soldadura por plasma.
- La sensibilidad de detección y la relación de rendimiento a ruido exceden los estándares nacionales relevantes.
- Para la detección de tubos cuadrados y de forma especial, se utiliza principalmente el tipo de silla de montar.
- Informe automático de detección de fallas
detalles del producto
Sistema de prueba de corriente de Foucault en línea para tubería soldada recta de acero inoxidable ECN1002 / EFN1002
Descripción del proyecto
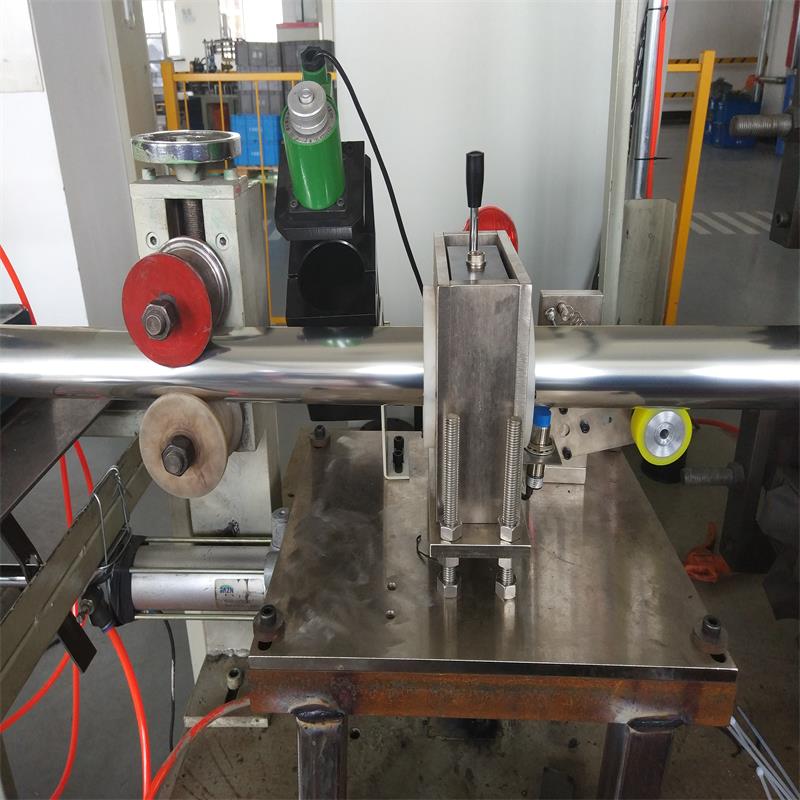
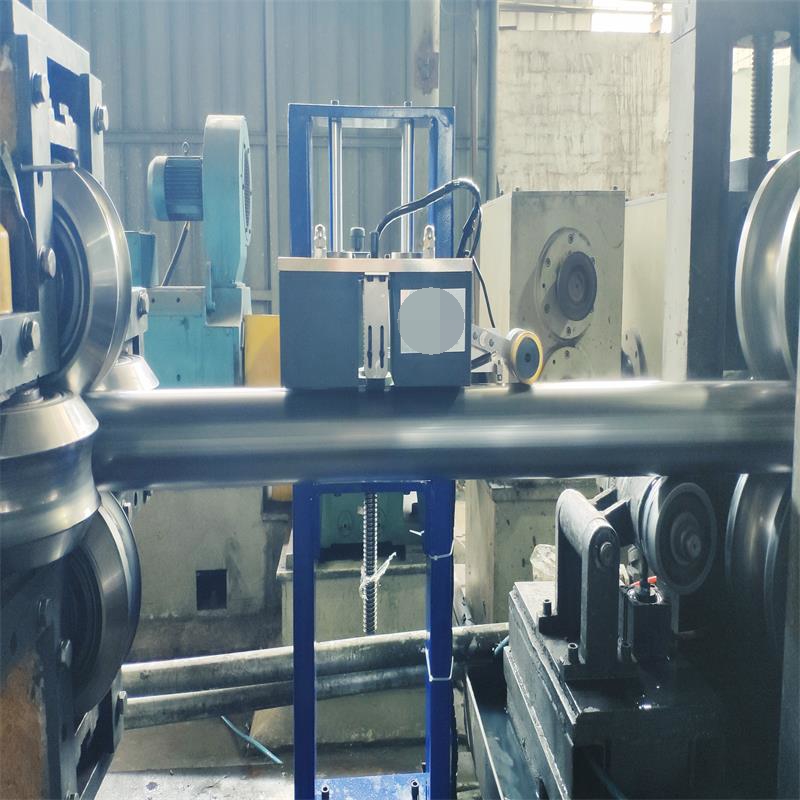
◆ Los clientes producen tubos soldados de acero inoxidable con costura recta. El sistema de detección automática de defectos por corrientes de Foucault en línea está instalado en la máquina de tubos soldados.
◆ Características de la soldadura por arco de argón / soldadura por plasma: este método de soldadura se utiliza principalmente para tuberías soldadas longitudinales de acero inoxidable y aleación de titanio. La velocidad general de soldadura es baja (0.52-10m / min).
◆ La velocidad de detección óptima del detector de defectos en línea de corriente parásita ordinaria es > 5m / min. El detector de fallas de corriente parásita de velocidad ultrabaja realmente resuelve el problema de la detección en línea de baja velocidad de la soldadura por arco de argón / soldadura por plasma. La velocidad de detección más baja es de 0,5 m / min. La sensibilidad de detección y la relación de rendimiento a ruido exceden los estándares nacionales relevantes.
◆ Opción de detección de tipo pasante / tipo de silla de montar: Se recomienda que la detección de tipo pasante se use en la especificación de φ0-40. La ventaja es que se puede detectar la soldadura y el cuerpo de la tubería. La desventaja es que cada especificación debe estar equipada con una sonda y un manguito guía. > Sonda de silla de montar 40 sugerida, una sonda puede cubrir una amplia gama de especificaciones, una cierta gama de especificaciones no necesita reemplazar la sonda. Solo se pueden detectar defectos de posición de soldadura.
◆ Para la detección de tubos cuadrados y de forma especial, se utiliza principalmente el tipo de silla de montar.
Detectar información de la pieza de trabajo
Nombre de objetos de detección
Tubo de acero inoxidable con soldadura recta, tubo redondo
Material Acero inoxidable (2, 3 series, etc.)
Especificación de la dimensión 0-40
Ancho de soldadura ≈0-5mm, la desviación del ángulo de soldadura de 5 mm es aceptable
Longitud Detección de defectos en línea de longitud, tubería de corte de sierra voladora o bobina después de la detección de defectos
Grado de flexión 1,5 mm / m (de la estación de detección)
Grado circular Tubo circular ≦ 0.1mm
Aspereza Pared de tubería y soldadura (con rebabas) ≦ 3.2
Dureza Más fuerte
Velocidad en línea Velocidad de soldadura: 0.50 ≦ 750m / min (Velocidad de detección del instrumento: 0.52-750m / min)
Detección de temperatura parcial 80-100 ° C o temperatura normal
Requisito de detección y Estándar de precisión
Norma ejecutiva de detección
Número de Estándar Nombre del estándar Grado
GB / T 14480-2015 Instrumento de prueba no destructiva Remolino do urrent T esting mi quipment / /
GB / / T 7735-2016 Pruebas automáticas de corrientes parásitas para tubos de acero sin costura y soldados El grado más alto
(excepto soldadura por arco sumergido) defectos
Parámetros técnicos del sistema
Nombre del sistema: sistema de prueba de corriente de Foucault en línea para tubería soldada recta de acero inoxidable
Tipo: ECN / EFN1002
Método de detección: detección de corriente parásita de doble canal en línea
Modo de control: automático + manual
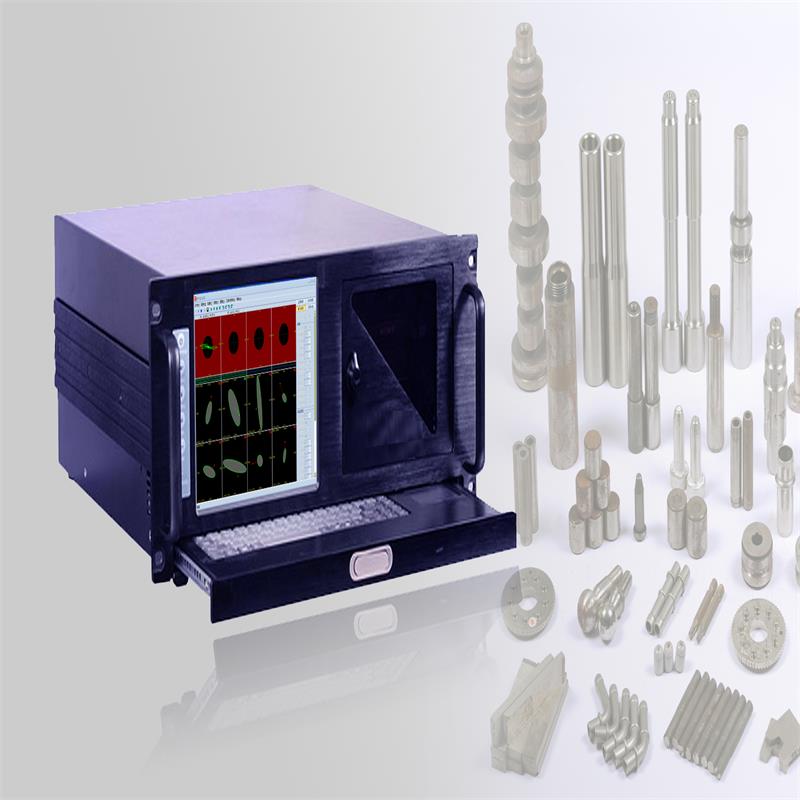
Instrumento y sonda: instrumento actual Eddy; Sonda y detector de fallas de corriente de Foucault digital de doble canal de alta inteligencia
Plataforma de detección: plataforma de detección central desarrollada independientemente
Breve introducción de la operación de detección:
Ajuste los parámetros técnicos y las muestras estándar del detector de defectos de acuerdo con los requisitos de prueba;
Ajuste la posición de la sonda y la sonda de acuerdo con las especificaciones de la pieza de trabajo;
El sistema de detección de fallas detecta la pieza de trabajo, alarmas y marcas;
Ajuste el equipo de soldadura (molde, junta de soldadura) según la alarma;
El host de detección de fallas lleva a cabo el registro, almacenamiento y análisis de datos;
Forma automáticamente el informe de detección de fallas.
Parámetros importantes del sistema
Nombre Parámetro técnico Observaciones
Fin del área ciega ≦ 50m Dependiendo de la velocidad de prueba
Estabilidad Después de 16 horas ≦ 2dB Muestra de prueba
Exactitud de la impresión por chorro ± 50 mm Muestra de prueba
Tasa de juicio omitido 0% Muestra de prueba
Tasa de informes erróneos ≦ 2% Muestra de prueba
Prueba de velocidad 0.50 ≦ 750m / min Dependiendo de clientes velocidad de soldadura,
Soldadura por arco de argón será ajustado conforme la velocidad más rápida puede alcanzar 750 m / min
a la velocidad de soldadura del cliente. (este proyecto es argón de acero inoxidable
arco soldadura, la velocidad es más lento)
Principio de las pruebas de corriente de Foucault de tipo directo
La detección de corrientes parásitas consiste en establecer un campo magnético alterno al acercarse al conductor a la bobina con corriente alterna (denominada sonda). El campo magnético alterno pasa a través del conductor y produce inducción electromagnética con él, y establece una corriente de Foucault en el conductor. La corriente de Foucault en el conductor también producirá su propio campo magnético.
WEHANS AUTOMATION TECHNOLOGY. CO., LTD
Persona de contacto: Cynthia
Teléfono: +86 15062667823
Teléfono fijo: +86 18121053868

Dirección de la empresa: Building 1, No. 268, Dengyun Road, Yushan Town, Kunshan City, JIangsu Province, China.
Sitio web: wehans.spab2b.com
Anterior: Instrumento inteligente de clasif...
Próxima: Sistema de prueba de corriente de...
Investigación :

-

Detector de corriente de Foucault digital inteligente multicanal EIG3000
-

Detector de corriente de Foucault digital inteligente multicanal y multicanal EK3000
-

Detector de corriente de Foucault digital inteligente multicanal EIG2000
-
Instrumento inteligente de clasificación digital de materiales para corrientes de Foucault ERS6000
-
Sistema de prueba de corriente de Foucault en línea para tubería soldada recta de acero inoxidable ECN1002 / EFN1002
-
Sistema de prueba de corriente de Foucault en línea para tubería soldada recta EFH1002
-

Sistema de prueba de corriente de Foucault en línea para alambre de acero de resorte ECH7002
-

Microscopio metalográfico de PCB (JX22 / JX23-RT)